【添加时间:2016-09-13 15:46:32】【来源:】【作者:cddaxin】【阅读:】
新版镜片加工工艺(上)
BM@YIP.png)
工艺流程简介
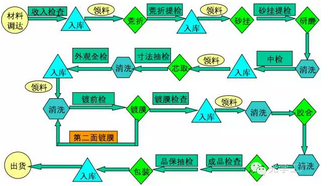
1、一般流程如下图。
注:1单镜片出货则无胶合工序;无涂黑要求的镜片则无涂黑工序
2镀膜与芯取工序前后次序不定,需要根据实际情况作合理安排
2.特殊流程有很多种情况:
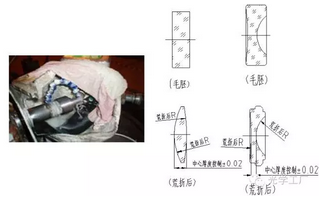
①两次芯取,即粗磨后增加一次芯取,研磨后再次芯取。
适用范围:研磨后边缘厚度小于0.3mm的镜片
目的:1.增加研磨后的边缘厚度,减少研磨破边不良;
2.提升研磨时的光圈稳定性
②胶合后芯取
适用范围:客户特别指出必须胶合后芯取的镜片,如果客户没有写明,则不会安排此种工艺
目的:1.彻底去除镜片边缘余胶
2.涂黑后不会产生墨亮线
③切边镜片,切边镜片流程比较多样化。
镜片口径大(>Φ20mm),切边余量大(>3mm),荒折后切边;
镜片口径小(<Φ20mm),切边余量大(>3mm),芯取后切边;
镜片口径小(<Φ20mm),切边余量小(<3mm),芯取切边一次性完成 ;
涂黑镜片,如果切边部不涂黑,必须涂黑后再切边
胶合镜片切边,必须胶合后进行切边……
前工程工序名
工艺名词悉知:
荒折=球铣=粗磨
砂挂=精磨
研磨=抛光
定义:
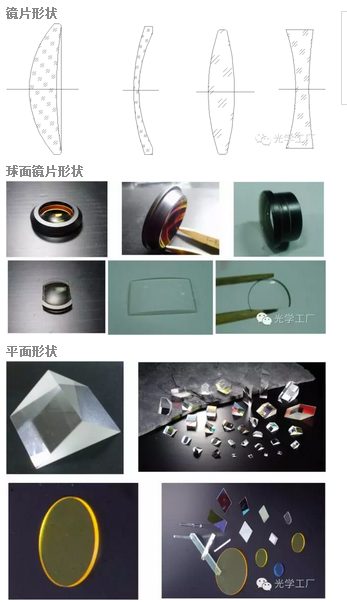
镜片研磨加工第一道工序(如图),将块料或型料加工成具有一定几何形状、尺寸精度和表面粗糙度的工序。
目的:
将块料或型料加工成具有一定几何形状、尺寸精度和表面粗糙度
原理:
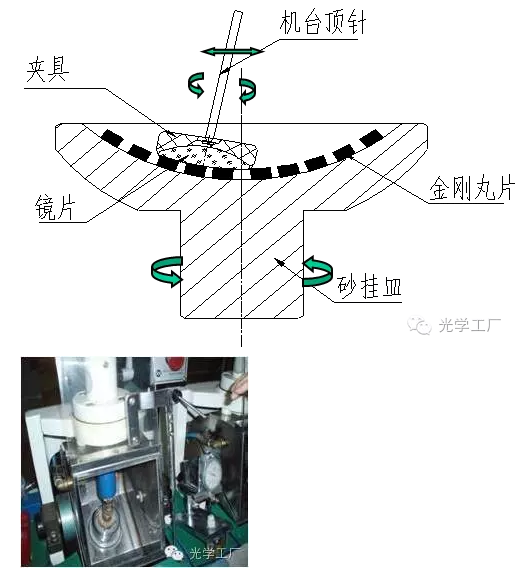
如下图所示金刚石磨轮刃口通过镜片顶点,磨轮轴线与镜片轴线相交于O点,磨具轴线绕自身轴线高速旋转,镜片绕自身轴线低速旋转,运动轨迹包络面形成球面

定义:
就是使镜片表面的凹凸层深度减少,使镜片表面曲率半径的精度或平面度进一步提高的一种作业工序。
目的:
1)使镜片表面的凹凸层深度减少。
2)使镜片表面曲率半径的精度或平面度进一步提高。
原理:
镜片在砂挂皿(根据材质选定金刚丸片胶制而成)中,砂挂皿沿自身轴线高速转动,镜片沿自身轴线高速转动,且来回摆动,如下图所示,通过金刚丸片磨削镜片表面,从而使镜片表面凹凸层深度减少,使得镜片表面曲率半径精度或平面度进一步提高。
流程:
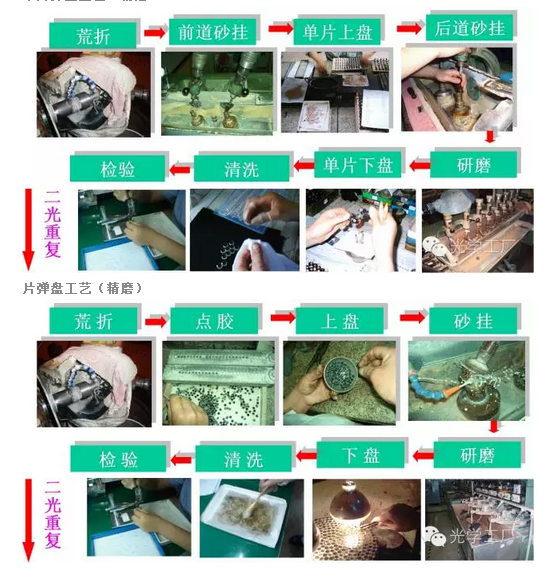
领料、一面第1道砂挂、一面第2道砂挂、二面第1道砂挂、二面第2道砂挂、砂挂提检、流入研磨
完品要求项目:
中心厚度、面精度、外观(目视)
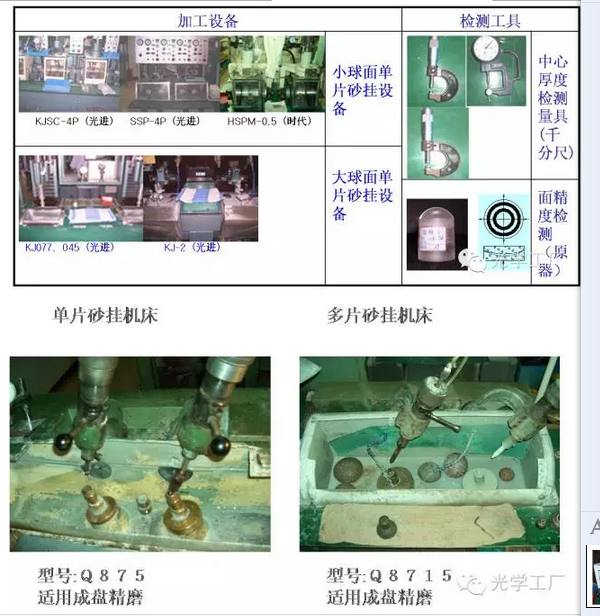
加工设备及检查工具:
单片弹盘工艺(精磨)
定义:
去除精磨后的凹凸层及裂纹层,使镜片表面透明光滑,达到规定表面粗糙度和表面疵病的一种工序
目的:
1)去除精磨后的凹凸层及裂纹层,使镜片表面透明光滑,达到一定的表面光洁度要求。
2)精确的修正表面的几何形状,达到规定的面形精度
原理:
镜片在研磨皿(聚氨酯胶制)中,沿自身轴线高速转动,同时研磨皿沿自身轴线高速转动,且来回摆动,如下图所示。通过聚氨酯中微小颗粒磨削、研磨液在镜片表面流动、镜片表面玻璃发生水解反应等原理达到去除砂挂后的凹凸层及裂纹层、使镜片表面透明光滑、精确的修正表面的几何形状的作用。

流程:
砂挂完品、一面砂眼、二面砂眼、一面光圈、二面光圈、清洗、送检
完品要求项目:
中心厚度、光圈本数、As、外观(目视)
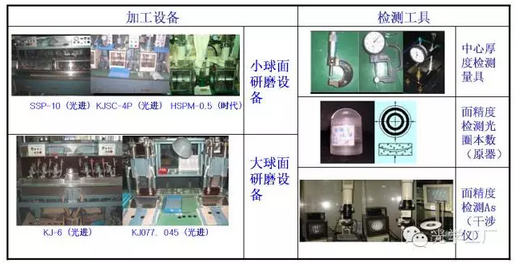
加工设备及检查工具:
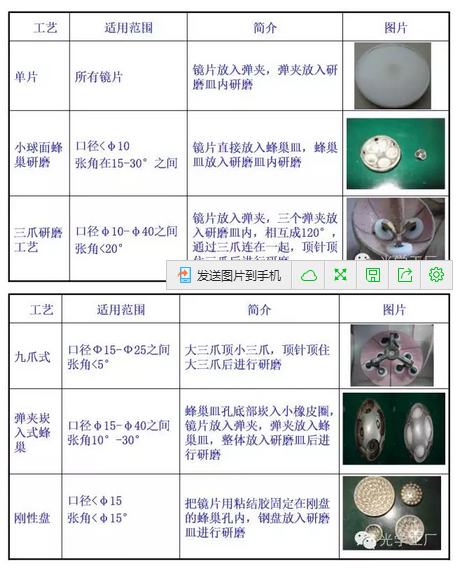
研磨工序(工艺介绍)
研磨工序(加工能力)

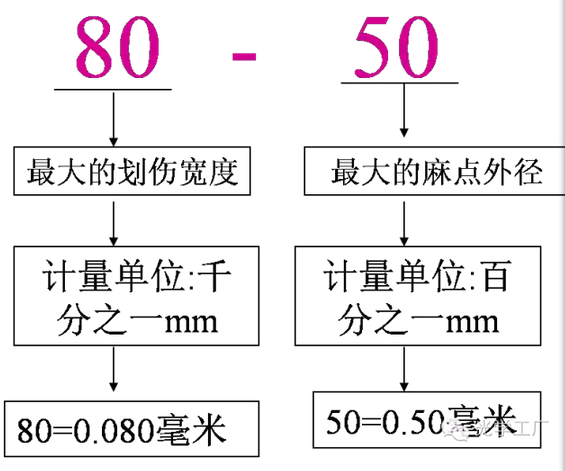
外观:美国标准解析